固危废资源化
整体解决方案提供商
项目背景
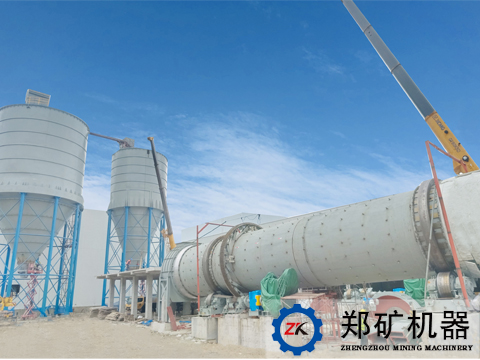
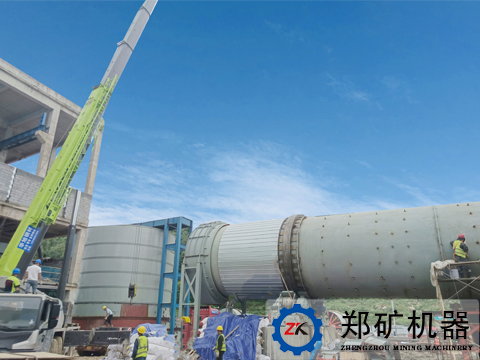
贵州磷矿加工生产线需处理大量高湿度磷矿(初始含水量约25%-30%),原有烘干设备存在效率低、能耗高、环保不达标等问题,需升级改造。为此,该公司携手河南郑矿机器有限公司,引入大型烘干机设备,打造高效、节能、环保的磷矿烘干系统。
项目需求
高效烘干:磷矿含水量高(约25%-30%),需快速烘干至≤1%水分,满足后续加工需求。
节能环保:降低煤耗及电耗,减少废气排放,符合国家环保标准。
稳定可靠:设备需适应24小时连续作业,故障率低,维护便捷。
智能化控制:实现温度、转速、进料量等参数的精准调控,提升自动化水平。
解决方案
公司选用直径4m×25m回转式烘干机作为核心设备,配套高效热风炉、除尘系统及智能控制系统,构建全流程烘干生产线。
客户评价
“通过引入回转式烘干机,解决了磷矿烘干效率低、能耗高的难题。设备运行稳定,智能化控制大幅降低人工成本,经济效益和环保效益显著,为磷矿加工业务提供了强有力的技术支撑。”